With a proven track record of deploying advanced models in real-world applications, ThirdEye specializes in transforming visual data into actionable insights. Our expertise spans across various industries, providing both pre-built models and custom solutions tailored to unique business needs.
We offer a range of pre-built computer vision models designed to solve specific problems efficiently.
We have developed the following pre-built computer vision models to serve the purpose of various business use cases:
In the process of building computer vision applications, we analyze various types of visual data to perform a wide range of tasks. Here are some primary data types we work with:
We employ a comprehensive suite of primary computer vision technologies to address a wide range of challenges. For certain use cases, we blend other AI technologies like NLP, LLMs, and Deep Learning to create sophisticated, use case-specific applications. Here are some primary computer vision technologies we use:
At ThirdEyeData, we have built some computer vision applicationswhich can solve real-world industry problems. These applications have been deployed in production and achieved proven success results in enabling enterprises to take data-driven decisions by analyzing their visual data.

Transforming Diagnostics with Precision
It enhances diagnostic accuracy and speeds up disease detection, improving patient outcomes and reducing healthcare costs. Utilizing core technologies such as Deep Learning (CNNs), Image Segmentation, and Generative Adversarial Networks (GANs), this application streamlines the interpretation of medical images.
Domains:Healthcare

Personalized Shopping Experience
Image-Based Product Recommendations boost sales and customer engagement by offering personalized product suggestions based on visual similarity. Leveraging Image Classification, Feature Extraction, and Collaborative Filtering, this solution enhances the online shopping experience.
Domains:Retail or E-Commerce

Preventing Downtime Before It Happens
Predictive Maintenance reduces equipment downtime and maintenance costs by forecasting potential failures before they occur. Using Machine Learning, Computer Vision, and IoT Sensors, this application analyzes operational data and visual cues collected from machine mounted cameras or drones to predict maintenance needs.
Domains:Manufacturing, Energy and Utility
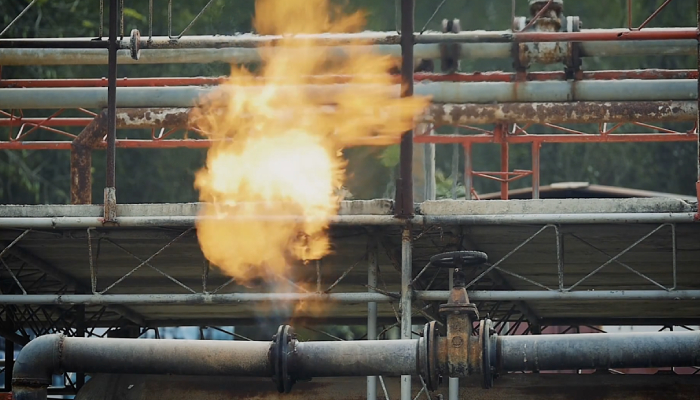
Early Detection, Reduced Damage
Leak Detection identifies leaks in pipelines and infrastructure early, preventing costly damage and ensuring safety. Core technologies such as Thermal Imaging, Image Segmentation, and Deep Learning enable precise detection of anomalies.
Domain:Oil and Gas

Optimizing Stock with Precision
Inventory Management improves accuracy and reduces stock discrepancies, enhancing supply chain efficiency. Utilizing Object Detection, Image Recognition, and RFID Integration, this application provides real-time insights into inventory levels.
Domains:Retail, Supply Chain & Logistics

Understanding Your Customers Better
Customer Behavior Analysis delivers insights into customer preferences and behaviors, enabling targeted marketing strategies and improved experiences. Through Facial Recognition, Behavioral Analysis, and Data Analytics, this application captures and analyzes customer interactions.
Domains:Retail

Ensuring Excellence in Every Product
Product Quality Checking ensures high standards by detecting defects and anomalies during manufacturing. Machine Vision, Image Segmentation, and Anomaly Detection technologies are employed to scrutinize products.
Domain:Manufacturing

Protecting Crops, Enhancing Yields
Weed and Pest Detection improves crop yields by identifying and treating weeds and pests early. Utilizing Image Recognition, Deep Learning, and UAV/Drones, this application monitors agricultural fields for potential issues.
Domains:Agriculture

Optimizing Crop Health and Yield
Crop Monitoring offers real-time insights into crop health, optimizing irrigation and fertilization practices. Core technologies such as NDVI Imaging, UAV/Drones, and Machine Learning are used to assess crop conditions.
Domains:Agriculture

Securing Premises with Intelligence
Intrusion Detection enhances security by detecting unauthorized access in real-time. Technologies like Motion Detection, Deep Learning, and Thermal Imaging are employed to identify potential threats.
Domain:Security & Surveillance
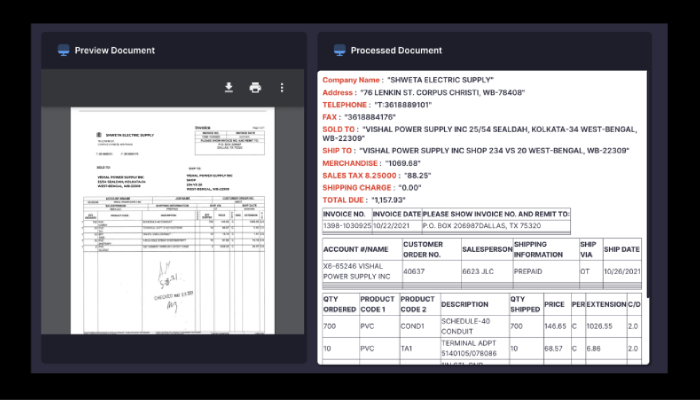
Transforming Images into Actionable Data
Image to Text Extraction automates document processing and data entry, improving efficiency and accuracy. Leveraging Optical Character Recognition (OCR), Natural Language Processing (NLP), and Deep Learning, this application converts images of text into editable data.
Domains:Finance, Legal, Retail, IT

Maintaining Infrastructure Integrity
Infrastructure Inspection automates the examination of infrastructure, ensuring safety and compliance. Using UAV/Drones, Image Segmentation, and 3D Reconstruction, this application identifies issues and monitors conditions.
Domains:Energy, Oil, Gas & Utility

Try Before You Buy, Virtually
Virtual Try-Ons enhance online shopping by allowing customers to virtually try on products. Core technologies include Augmented Reality (AR), 3D Modeling, and Image Recognition, which create realistic virtual fittings.
Domain: Retail, E-Commerce

Early Detection for a Safer Environment
Forest Fire Detection provides early warnings for forest fires, enabling quicker responses and reducing damage. Technologies such as Thermal Imaging, Satellite Imagery, and Machine Learning are used to monitor and analyze fire risks.
Domains: Government, NGO

Personalized Security and Access
Facial Recognition enhances security and user experiences by identifying and verifying individuals. Utilizing Deep Learning (CNNs), Feature Extraction, and Face Matching Algorithms, this application offers secure access control and personalized services.
Domains: IT, Security
No worries; we develop custom computer vision solutions to meet unique business needs. Feel free to share your requirements with our computer vision experts.













Computer vision is a field of artificial intelligence (AI) that enables computers to interpret and understand the visual world. By utilizing digital images from cameras, videos, and deep learning models, computer vision systems can identify and process objects, scenes, and activities in images and videos. The goal is to automate tasks that the human visual system can do, such as object recognition, facial recognition, image classification, and scene reconstruction.
A machine vision application refers to the use of computer vision technologies to enable machines to "see" and interpret their environment. These applications are often used in industrial and manufacturing contexts to automate inspection, quality control, and robotic guidance. Machine vision systems typically involve image sensors, processors, and software algorithms to capture, process, and analyze visual information, ensuring high precision and accuracy in tasks like detecting defects, measuring components, and guiding robotic arms.
Here are some examples of machine vision applications across various industries:
Automotive Manufacturing:
Electronics Manufacturing:
Food and Beverage Industry:
Pharmaceutical Industry:
Textile Industry:
Logistics and Warehousing:
Aerospace Industry:
Automotive Industry:
Retail:
Agriculture:
Security and Surveillance:
Construction:
Healthcare:
Mining:
Consumer Electronics:
Computer vision has a wide range of applications across various industries, including but not limited to:
Computer vision relies on a variety of technologies to analyze and interpret visual data:
The business value of computer vision solutions lies in their ability to automate and enhance processes, leading to increased efficiency, accuracy, and cost savings. Key benefits include:
By harnessing the power of computer vision, businesses can transform their operations, achieve greater productivity, and drive growth in their respective industries.
If any of the above-mentioned computer vision applications are aligning with your need, please request for a FREE demo to understand it closely.
We have built and trained our models based on some common industry use cases. Enterprises can deploy our pre-built models based on their business goals, or they can hire us to build a custom computer vision solution from the scratch.
Kindly share some details with us for communication purpose.
From a specific use case to a full-scale modernization, share your requirements, and our engineers will take it from there. We typically respond within 24 hours with a transparent, detailed assessment of what's possible for your business.

We are a full-stack AI development company that helps enterprises make better decisions, reduce costs, and operate more efficiently.





333 West San Carlos Street, San Jose, CA 95110 USA
6000 Rome Blvd, Brossard, Quebec J4Y 0B6 Canada
Technopolis, Kolkata, India
CTIE, Hubli, India
We are a full-stack AI development company that helps enterprises make better decisions, reduce costs, and operate more efficiently.
333 West San Carlos Street, San Jose, CA 95110 USA
India: Kolkata, WB & Hubli, KA
Canada: Brossard, Quebec
computer vision software, computer vision development, computer vision software development